Проектирование конструкции двигателя с плоской проволокой и внедрение ключевых процессов
1. Введение в конструкцию двигателя с плоским проводом
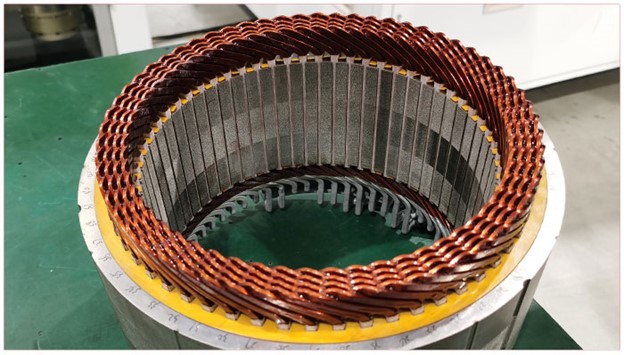
1.1 Плоская проволочная обмотка двигателя-статора изготовлена из прямоугольных проводов, расположенных равномерно
По сравнению с двигателями с круглой проволокой, двигатели с плоской проволокой имеют высокую скорость заполнения щелей, высокую плотность мощности, хорошие характеристики NVH, хорошее тепловыделение и легко реализуются в автоматизированном производстве. Его недостатками являются большие потери переменного тока, высокая сложность процесса и большие инвестиции в оборудование.
1.2 Классификация плоских проводных двигателей: I-образный ШТЫРЬ, ШПИЛЬКА ДЛЯ ВОЛОС, X-ОБРАЗНЫЙ ШТЫРЬ, W-ОБРАЗНЫЙ ШТЫРЬ.
Среди них X-КОНТАКТНЫЙ двигатель позволяет уменьшить размер пакета сварочной проволоки на 8-12 мм.
Но в то же время существуют следующие технологические проблемы: контроль скручивания головки, обрезка головки, зажим при сварке, выгорание краски и другие проблемы.
2. Конструкция двигателя с плоской проволокой
Тип входного паза статора, калибр медного провода, схема подключения
Распознавание 3D-функций
Назначение параметров
3D-моделирование шпилькой
Подключение намотки
Оптимизация формы линии
Дизайн внешнего вида
Формовочная форма, определите размер оболочки статора в качестве входных данных интегрированной компоновки
Тепловое поле, ввод имитационной модели NVH
3. Введение в процесс намотки статора плоской проволокой
3.1 Технологический маршрут статора с плоской проволокой
Подача сердечника
Вставка бумаги
Формирование проволоки, ввод проволоки, перенос медной проволоки
Прессование медной проволоки
Сжигание
Поворотная головка
Установка плоского режущего инструмента
Вырезать плоско
Сварка соединительной проволокой
Проверка сварки
Ремонтная сварка
Установка плоского инструмента для снятия среза
Сварка
Ремонтная сварка
Демонтировать установку инструмента
Установка термистора
Тестирование электрических характеристик
Нанесение покрытия на линии
Отопление
Покрытие
Отверждение покрытия
Изоляция перед покраской
Капает краска
Отверждение каплями краски
Охлаждение в автономном режиме
Проверка внешнего вида
Трехпроводная сварка медных шин
Тестирование электрических характеристик
Лазерная маркировка
Проверка внешнего вида размеров
Чистота
Готовый продукт в автономном режиме
3.2 Ключевые процессы статора:
3.2.1 Методы формирования проволоки и удаления краски:
Механическая окраска: штамповка, шлифовка, выскабливание
Характеристики процесса: быстрый цикл, чистое удаление краски, плохая гибкость, повреждение медной проволоки, регулярная замена пресс-формы.
Лазерная окраска:
Характеристики процесса: небольшое повреждение медной проволоки, хорошая консистенция, хорошая гибкость, высокая стоимость оборудования, следует обратить внимание на остатки краски и проблемы с черными краями.
Структурный дизайн и процессное мышление
3.2.2 Метод формирования плоской проволоки:
Формование с разделением и вытягиванием: подходит для двигателей с большим соотношением сторон и несколькими слоями намотки.
Формовка с ЧПУ: большие инвестиции в оборудование, высокая гибкость, удобная линейная компенсация, медленный цикл.
Формование пресс-форм: стабильный линейный размер, простое оборудование, быстрый цикл, легко повреждаемый провод, низкая гибкость.
Смешанное формование: 2DCNC + 3D форма
3.2.3 Процесс ввода провода
Ручная вставка провода: вручную вставьте сформированный медный провод непосредственно в сердечник статора в установленном порядке. Подходит для низких требований к точности линии, низких инвестиций в оборудование, медленного биения, неровных U-образных концов, легко вставить неправильный провод, легко повредить провод и бумагу.
Автоматическая вставка проволоки: Как правило, оборудование автоматически вставляет сформованную медную проволоку в чашку для переноса проволоки, а затем оборудование захватывает обмотку целиком и вставляет ее в сердечник статора. Стабильное качество и быстрый ритм. Высокие требования к точности линии. Высокие инвестиции в оборудование и высокая сложность процесса.
Полуавтоматическая вставка проволоки: Вручную вставьте сформованную медную проволоку в чашку для переноса проволоки, а затем оборудование захватывает обмотку целиком и вставляет ее в сердечник статора.
Сложность процесса между ручным и автоматическим управлением умеренная и широко используется.
3.2.4 Процесс расширения: растекание между слоями для подготовки к последующему процессу
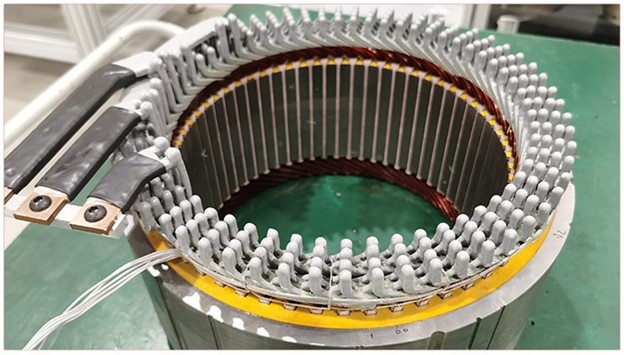
3.2.5 Процесс скручивания: поступление в форму для скручивающей головки, скручивание (осевая компенсация), формирование с перекручиванием
Классификация: однослойное скручивание, многослойное скручивание
Требования: Не перегрызать верхний провод. Не взрывать и не растрескивать изоляционную бумагу. Расположение паяных соединений точное. Размер упаковки проводов соответствует требованиям.
3.2.6 Процесс сварки:
Лазерная сварка: стабильное качество и быстрый цикл. Небольшая зона термического воздействия. Высокие требования к положению соединения. Сварка подвержена разбрызгиванию. Большие инвестиции в оборудование.
Требования: Сварные швы однородные, полные и без дефектов. Краска цела и нет брызг. Размер упаковки проволоки соответствует требованиям. Сварные швы соответствуют требованиям по усилию вытягивания и глубине проплавления.