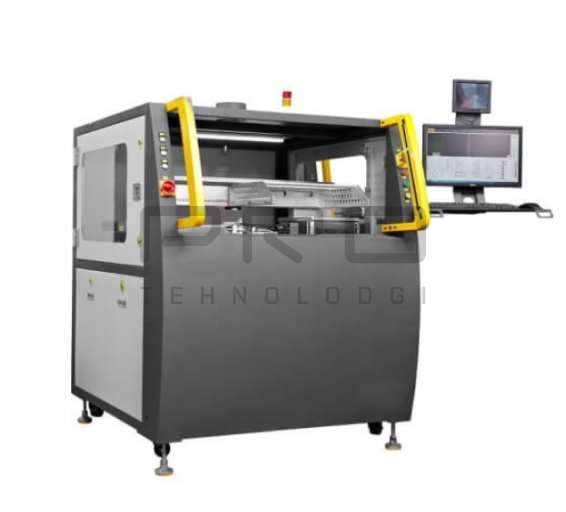
Автономная машина для селективной волновой пайки предлагает экономичные решения для процесса селективной пайки, дешевая цена: 30000USD, и у вас может быть машина idea, предназначенная для селективной пайки печатных плат в небольших количествах. Скорость изготовления около 1 минуты на печатную плату.
аппарат для селективной волновой пайки с автоматической системой и простым процессом волновой пайки для светодиодного наружного дисплея
у нас есть не только стандартный аппарат для волновой пайки, но и аппарат для селективной волновой пайки, который работает онлайн и офлайн!
Представляем:
1. Все большая конкуренция на рынке электроники приводит к тому, что предприятия по производству электронных изделий испытывают огромное давление на качество и стоимость.
Процесс производства электронных изделий высокой плотности, тенденция миниатюризации, обусловливающая быстрое развитие технологии SMT, традиционный процесс волновой пайки не смог удовлетворить потребности немногих оставшихся компонентов сварки с перфорацией, а ручной режим затруднен для реализации высококачественной, высокоэффективной сварки компонентами с большой теплоемкостью или мелким шагом, преимущество в стоимости машин, оборудования и рабочей силы постепенно теряется.
Технология мини-селективной волновой пайки для разработки инженеров-изготовителей электронных изделий предоставляет новый выбор, в то же время выбирая сварку с низкими эксплуатационными расходами и высокой применимостью, чтобы быстро завоевать расположение производителей электронных изделий.
2. Система селективной волновой пайки - это своего рода управляемая программой установка флюсового сопла и оловянной печи многоосевой платформы управления.
Печатная плата онлайн по железной дороге после позиционирования сначала точно распыляет флюс на печатную плату для сварки на месте, а затем через небольшое сопло (обычно 2-4 мм) в диаметре и паяльный насос для создания точной круговой мини-волны припоя после многоосевой платформы управления снизу при сварке печатной платы.
Из-за того, что сварочные компоненты обычно окружены SMT-компонентами, а также из-за высокой плотности и небольшого расстояния между ними, во избежание повреждения нижней части соседних компонентов и сварочной пластины, выбор процесса сварки должен быть очень точным.
3. Система управления процессом пайки селективной волной, независимо от движения, скорости процесса или неограниченного контроля направления (X, Y, Z), температуры и нагрева, обладает очень мощной функцией.
Выборочная волновая пайка во время сварки параметры сварки каждого паяного соединения могут быть "адаптированы", достаточно места для настройки процесса в соответствии с каждым условием точечной сварки (таким как: количество распыляемого флюса, время сварки, высота сварки, высота волны) переданы наилучшим образом, частота дефектов снижается.
Все настройки параметров управления могут быть сохранены в программе, в любое время в процессе производства можно получить соответствующие данные из программы.
Таким образом, при надлежащем обслуживании системы, спустя несколько лет качество сварки останется прежним.
Параметры машины
|
Параметр |
Характеристика |
Значение |
|
Габаритные значения |
Размер |
L1280 мм X W1400 мм X H1650 мм |
|
общая мощность |
5кВт |
|
|
потребляемая мощность |
1--3кВт |
|
|
источник питания |
1 PH 220 В 50 Гц |
|
|
вес нетто |
380 КГ |
|
|
возобновляемый источник воздуха |
3-5 Бар |
|
| требуемый расход воздуха | 8-12Л/мин | |
| требуемое давление N2 | 3-4 Бара | |
| требуемый расход N2 | ≥2м3/Час | |
| требуемая чистота N2 | ≥99.998% | |
| требуется исчерпание | 500-800 Км/ч | |
| Носитель или печатная плата | держатель | Индивидуальный подход |
| максимальный размер носителя | L450 X W300 ММ | |
| максимальная площадь припоя | L400 X W300 ММ | |
| Толщина печатной платы | 0,2 мм-----6 мм | |
| кромка печатной платы | 3 мм выше | |
| Управление и конвейер | Система | Промышленный ПК |
| Способзагрузки | Руководство пользователя | |
| Способ выгрузкипечатной платы | Руководство пользователя | |
| Рабочая высота | 900 +/-30 мм | |
| Печатная плата зазором для конвейера | 50 ММ | |
| Печатная плата зазор снизу конвейера | 30 ММ | |
| Подвижный стол | ось движения | X, Y, Z |
| управление движением | управление | |
| точность позиционирования | +/ - 0.1 мм | |
| шасси | Стальная конструкция | |
| Управление потоком | флюсовая насадка | струйный клапан |
| емкость бака для флюса | 1Л | |
| резервуар для флюса | резервуар под давлением | |
| Предварительный нагрев | способ эксплуатации с предварительным разогревом | Нижний инфракрасный предварительный нагрев |
| мощность-го нагревателя. | 3кВт | |
| диапазон температур | 25--240с градусов | |
| Емкость для припоя | стандартный номер емкости | 1 |
| емкость емкости для припоя | 15 кгс /печь | |
| диапазон температур припоя | PID | |
| время плавления | 20--30 минут | |
| максимальная температура припоя | 350℃ | |
| нагреватель припоя | 1.2кВт | |
| Паяльная насадка | затемнение сопла | Индивидуальный подход |
| Материал сопла | Стальной сплав | |
| стандартная насадка | 5шт/печь (внутренний 4мм x 3шт, 5мм, 6мм ) | |
| Управление N2 | Нагреватель N2 | Стандарт |
| Диапазон температур N2 | 0 - 350 C | |
| Потребление N2 | 1---2м3/час/сопло |