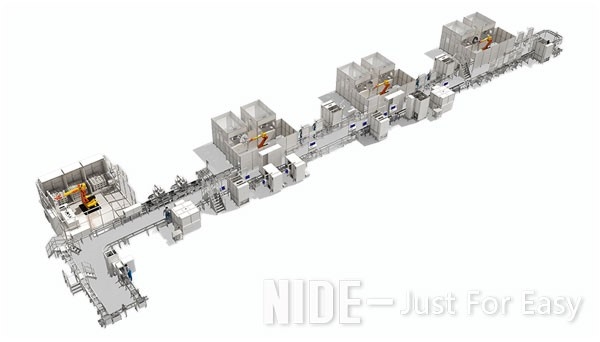
Введение: Новая линия по производству статора энергетических двигателей включает в себя функции вставки изоляционной бумаги для щелей, лазерной маркировки, намотки и вставки катушки, предварительной формовки, фазовой вставки бумаги, звездообразной сварки, средней формовки, двусторонней шнуровки, окончательной формовки, клеммной сварки, тестирования статора, доработки NG, разгрузки статора.
Эта линия по производству статоров в основном подходит для производства статоров электромобилей EV; Вся линия отличается высокой автоматизацией и использует передовые схемы проектирования.
Линия по производству статора нового энергетического двигателя включает в себя вставку изоляционной бумаги для щелей, лазерную маркировку, намотку и вставку катушек, предварительную формовку, фазовую вставку бумаги, точечную сварку в виде звезды, среднюю формовку, двустороннюю шнуровку, окончательную формовку, концевую сварку, испытание статора, доработку NG, разгрузку статора.
Эта линия по производству электродвигателей представляет собой новую линию по производству статоров, которая является интеллектуальной, автоматической и информационной в одном лице. В нем предусмотрено время изменения времени для всей линии в пределах 2 часов.
Основные технические характеристики:
|
Статор О.Д.: |
Φ150 мм-Φ250 мм |
|
Идентификатор статора: |
Φ90 мм-Φ190 мм |
|
Длина стека статора: |
60-160 мм |
|
Номер слота: |
36-72 |
|
Ширина отверстия прорези: |
≥1,6 мм |
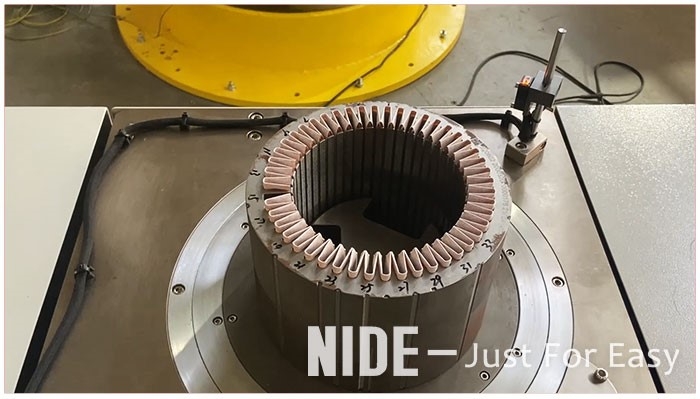
Производственный процесс
Ручная загрузка сердечника статора в бумагозаверяющий станок с помощью консоля
Вручную вставьте бумагу для фазовой изоляции
Ручная сортировка проводов
Вставьте медную трубу и сварите со звездой
Автоматическая промежуточная формовка
Автоматическая двусторонняя шнуровка
Автоматическая окончательная формовка
Автоматическое расширение торцевой бумаги с пазом
Вручную сортируем и режем провода, устанавливаем клеммы, нарезаем предварительную шнуровку капронового типа; Автоматические сварные клеммы
Ручная проверка проушины статора с последующим ослаблением зажимного блока поддона
Проверьте напряжение статора, последовательность фаз, сопротивление и т. д.
Поставка сердечника статора
Передний статор двухскоростной поточной цепи
Задний статор двухскоростной поточной цепи
Техническое предложение
Время цикла: ≤170 сек/шт
Время смены оснастки на всей линии в течение 2 часов (требуется количество рабочих до 10 человек)
Оснащен MES для реализации отслеживаемости производственного процесса и электрическими щитами для целых производственных линий и оборудованных рабочих станций.
100% за надежность испытательной системы и скорость онлайн-проверки по ключевым параметрам